数字控制机床多轴同步操控方法
时间: 2024-08-06 11:47:34 | 作者: 驱动器
是一种常见的控制方法,如动梁式龙门铣床的横梁升降控制,龙门框架移动式加工中心的龙门框架移动控制等。虽然在这一些状况下能够使用单电动机通过锥齿轮等机械机构驱动双边的方案,但是传动机构复杂、间隙较大,易引起闭环控制管理系统的不稳定,而且运行噪声大,维护困难。另外若用于负载转动惯量较大的场合,由于传动效率低,必然要选用功率很大的电动机,仅仅从经济性来考虑,这个方案就不太理想,因此采用两个电动机双边驱动是比较理想的方案,这就产生了双轴同步控制的问题。
对于普通机床的双轴电动机同步控制一般有以下解决方案。①由一套直流调速装置驱动两台直流电动机,两台电动机的电枢串联,励磁线圈并联。为了保持速度同步,两电动机轴一定要保持刚性连接。两台电动机中只有一台电动机提供速度反馈信号,其控制示意图见图1。②由两套交流变频调速系统分别控制作为主从轴的两台交流变频或伺服电动机,两台电动机各自提供自己的速度反馈信号。为了保持速度同步,两电动机轴也须保持刚性连接,其控制示意图见2。

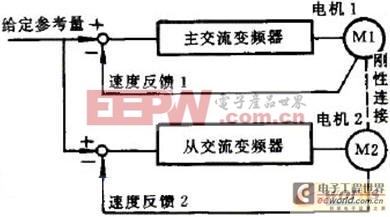
这两种控制管理系统都属于位置环开环系统,只能依靠轴的刚性连接保持电动机转速或位置的同步,且结构相对比较简单、可靠性较高,我们为用户改造的B2063铣刨床X轴传动即采用图2所示的操控方法。这两种控制管理系统对电动机所连接的运动部件的实际位置不做检测,对于丝杠螺距、联轴节间隙、丝杠扭转、丝杠轴向变形等因素所产生的误差无法补偿,控制精度较差,因此不可以应用于数控机床。
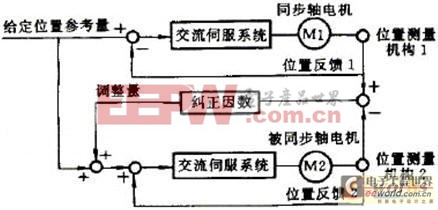
数控机床不同于普通机床的地方,在于数控系统具有很强的控制功能,可以在一定程度上完成对位置、转矩等不同参的控制。由于位置检测装置的引入,从而组成了位置速度双闭环系统,实现了位置同步控制。数字控制机床的同步操控方法可以概括为:将同步电动机的给定位置参考量与两电动机位置反馈差值的调整量做比较后,作为被同步电动机的位置参考量,从而完成位置同步控制,其控制示意图见图3。
当前数控系统处理器大多采用68020、68040等32位处理器,现正向64位处理器过渡。正是由于CNC系统具有越来越强的计算能力,所以机床的同步控制将具有更佳的性能。当前国内大多数数控系统中都具有伺服轴同步功能。同步轴的测量机构,既可以是以光电编码器为测量机构的半闭环系统、也可以是以光栅尺为测量机构的全闭环系统。