基于PLC的四轴联动简易机械手的控制设计
时间: 2024-07-25 11:07:03 | 作者: 华体会娱乐体育首页
随着社会生产慢慢的提升和我们正常的生活节奏不断加快,人们对生产效率也不断提出新要求。由于微电子技术和计算软、硬件技术的迅猛发展和现代技术加快速度进行发展,其中气动机械手系统由于其介质来源简便以及不污染自然环境、组件价格低、维修方便和系统安全可靠等特点,已渗透到工业领域的各个部门,在工业发展中占有主体地位。本文讲述的气动机械手有气控机械手、XY轴丝杠组、转盘机构、旋转基座等机械部分所组成。最大的作用是完成机械部件的搬运工作,能放置在各种不同的生产线或物流流水线中,使零件搬运、货物运输更快捷、便利。
机械手结构如下图1所示,有气控机械手(1)、XY轴丝杠组(2)、转盘机构(3)、旋转基座(4)等组成。
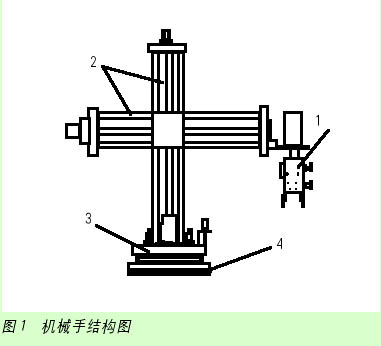
其运动控制方式为:(1)由伺服电机驱动可旋转角度为360°的气控机械手(有光电传感器确定起始0点);(2)由步进电机驱动丝杠组件使机械手沿X、Y轴移动(有x、y轴限位开关);(3)可回旋360°的转盘机构能带动机械手及丝杠组自由旋转(其电气拖动部分由直流电动机、光电编码器、接近开关等组成);(4)旋转基座主要支撑以上3部分;(5)气控机械手的张合由气压控制(充气时机械手抓紧,放气时机械手松开)。
其工作过程为:当货物到达时,机械手系统开始动作;步进电机控制开始向下运动,同时另一路步进电机控制横轴开始向前运动;伺服电机驱动机械手旋转到达正好抓取货物的方位处,然后充气,机械手夹住货物。
步进电机驱动纵轴上升,另一个步进电机驱动横轴开始向前走;转盘直流电机转动使机械手整体运动,转到货物接收处;步进电机再次驱动纵轴下降,到达指定位置后,气阀放气,机械手松开货物;系统回位准备下一次动作。
机械手纵轴(Y轴)和横轴(X轴)选用的是北京四通电机技术有限公司的42BYG250C型两相混合式步进电机,步距角为0.9°/1.8°,电流1.5A。M1是横轴电机,带动机械手机构伸、缩;M2是纵轴电机,带动机械手机构上升、下降。所选用的步进电机驱动器是SH-20403型,该驱动器采用10~40V直流供电,H桥双极恒相电流驱动,最大3A的8种输出电流可选,最大64细分的7种细分模式可选,输入信号光电隔离,标准单脉冲接口,有脱机保持功能,半密闭式机壳可适应更恶劣的工况环境,提供节能的自动半电流方式。驱动器内部的开关电源设计,保证了驱动器可适应较宽的电压范围,用户可根据各自情况在10~40VDC之间选择。一般来说较高的额定电源电压有利于提高电机的高速力矩,但却会加大驱动器的损耗和温升。本驱动器最大输出电流值为3A/相(峰值),通过驱动器面板上六位拨码开关的第5、6、7三位可组合出8种状态,对应8种输出电流,从0.9A到3A以配合不同的电机使用。本驱动器可提供整步、改善半步、4细分、8细分、16细分、32细分和64细分7种运行模式,利用驱动器面板上六位拨码开关的第1、2、3三位可组合出不同的状态。
机械手的旋转动作采用松下伺服电机A系列小惯量MSMA5AZA1G,其额定输出50W、100/200V共用,旋转编码器规格为增量式(脉冲数2500p/r、分辨率10000p/r、引出线线);有油封,无制动器,轴采用键槽连接。该电机采用松下公司独特算法,使速度频率响应提高2倍,达到500Hz;定位超调整定时间缩短为以往松下伺服电机产品V系列的1/4。具有共振抑制功能、控制功能、全闭环控制功能,可弥补机械的刚性不足,以此来实现高速定位,也可通过外接高精度的光栅尺,构成全闭环控制,进一步提升系统精度。具有常规自动增益调整和实时自动增
益调整两种自动增益调整方式,还配有RS-485、RS-232C通信口,使上位控制器可同时控制多达16个轴。伺服电机驱动器为A系列MSDA5A3A1A,适用于小惯量电动机。
可回旋360°的转盘机构有直流无刷电机带动,系统选用的是北京和时利公司生产的57BL1010H1无刷直流电机,其调速范围宽、低速力矩大、运行平稳、低噪音、效率高。无刷直流电机驱动器使用北京和时利公司生产的BL-0408驱动器,其采用24~48V直流供电,有起停及转向控制、过流、过压及堵转保护,且有故障报警输出、外部模拟量调速、制动快速停机等特点。
在可回旋360°的转盘机构上,安装有OMRON公司生产的E6A2增量型旋转编码器,编码器将信号传给PLC,实现转盘机构的精确定位。
根据系统的设计的基本要求,选用OMRON公司生产的CPM2A小型机。CPM2A在一个小巧的单元内综合有各种各样的性能,包括同步脉冲控制、中断输入、脉冲输出、模拟量设定和时钟功能等。CPM2A的CPU单元又是一个独立单元,能处理广泛的机械控制应用问题,所以它是在设备内用作内装控制单元的理想产品。完整的通信功能保证了与个人计算机、其它OMRON PC和OMRON可编程终端的通信。这些通信能力使四轴联动简易机械手可以方便的融合到工业控制管理系统中。
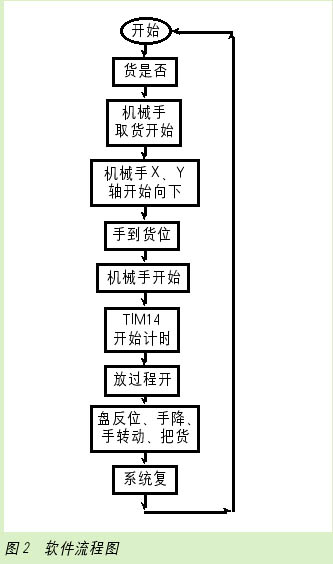
流程图是PLC程序设计的基础。只有设计出流程图,才可能顺利而便捷地编写出梯形图并写出语句表,最终完成程序的设计。所以写出流程图最重要也是程序设计首先要做的任务。依据四轴联动简易机械手的控制要求,绘制流程图如图2所示。
四轴联动简易机械手的各个动作和状态都由PLC控制,不仅能满足机械手的手动、半自动、自动等操作方式所需的大量按扭、开关、位置检测点的要求,更可通过接口元器件与计算机组成PLC工业局域网,实现网络通信与网络控制。使四轴联动简易机械手可以方便地嵌入到工业生产流水线中。